After having read a lot about the Toyota way of doing things, I had a chance to visit the Toyota plant in Burnaston, Derbyshire. Every now and then Toyota open up their factories to public visits and I went in there a few months ago to see things for myself. Reading books like The Toyota Way To Continuous Improvement and Developing Products in Half the Time is all well and good but places like the Toyota plant in Burnaston is where they live and breathe “continuous improvement” on a daily basis.
Unfortunately – but understandably – I wasn’t allowed to take pictures. Some of the videos by Toyota UK should help make up for that (see Fig. 1-3 below). Also, I managed to take some notes whilst being driven around the factory:
- ‘Bottom up’ approach – Even though there’s a clear hierarchy within factory personnel and the individual assembly teams, everyone in the factory is ‘entitled’ to make improvement suggestions or to stop the production process at any given time. When it comes to pausing the production process, employees can simply pull the “Andon” cord to (temporarily) bring things to a halt. It’s an easy way of escalating things, making sure that a problem or bottleneck is dealt with before proceeding with the assembly process. This process is also referred to as “jidoka” which means that the process is stopped automatically in case of any abnormalities (see outline in Fig. 5 below).
- Just In Time (‘JIT’) – Toyota operate a “pull” system which means that it only builds to customer orders (see Fig. 5 below). Thus the level of production ‘waste’ is significantly reduced since every component or man hour feeds directly into a car that has already been purchased. Waste is further reduced by being very process driven; our ‘tour guides’ Simon and Julie explained that the Burnaston factory assembly shop alone has about 825 processes, with over 2,000 quality assurance checks throughout the entire production process.
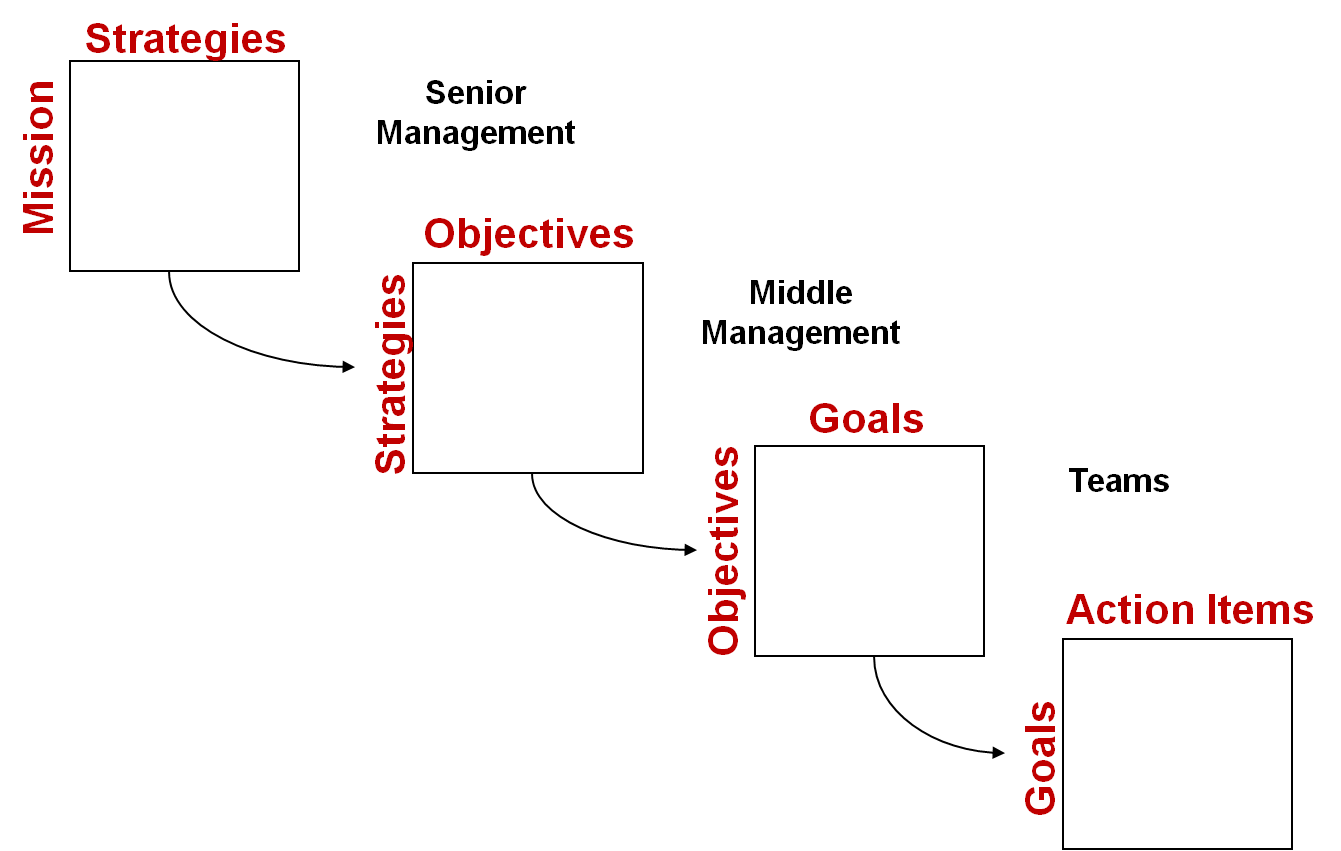
- Toyota Production System terminology – During the visit I picked up a whole lot of new terms, some great Japanese words as well as some production specific terms (I’ve included a short glossary in Fig. 6 below). Good examples are “hoshin kanri” and “takt time”. Hoshin Kanri is all about including everyone across the organisation in the strategic planning process (see the visual representation in Fig. 7 below). “Takt Time” is derived from the German “Taktzeit” and is best translated as “meter”, using this as a measure to ensure that production cycle times exactly match customer demand (see Fig. 6).
- Toyota Production System artefacts – As I was being driven around the Toyota plant, I noticed some interesting artefacts of Toyota’s approach to “continuous improvement”. For example, I spotted a “process pace maker” board which presumably monitors the state and health of the various processes. I also saw a number of “dojo” areas where Toyota employees can be trained on new/ improved processes and boards indicating “actual” versus “plan”.
Main learning point: Seeing Toyota’s famous production system in action was a great experience. It was awesome to see “lean” and “continuous improvement” being put into practice so consistently and effectively. Not only did I get a sense of the practical implementation of lean manufacturing processes, I also got a real flavour of “lean” on a people level, having employees collaborate around the underlying lean principles on a day-to-day basis. If you are able to go and visit a Toyota factory near you, I’d definitely recommend it!
Fig. 1 – Factory to Forecourt – Introduction to the Toyota Production System (taken from: http://www.youtube.com/user/ToyotaUKTV)
Fig. 2 – Factory to Forecourt – Paint Shop (taken from: http://www.youtube.com/user/ToyotaUKTV)
Fig. 3 – Factory to Forecourt – Assembly Shop (taken from: http://www.youtube.com/user/ToyotaUKTV)
Fig. 4 – Pulling the Andon Cord (taken from: http://www.leanblog.org/2013/06/nice-toyota-production-system-intro-video-from-the-uk/)

Fig. 5 – Key underlying values of the Toyota Production System (‘TPS’) (taken from: http://leandynamix.com/manufacturing.php)
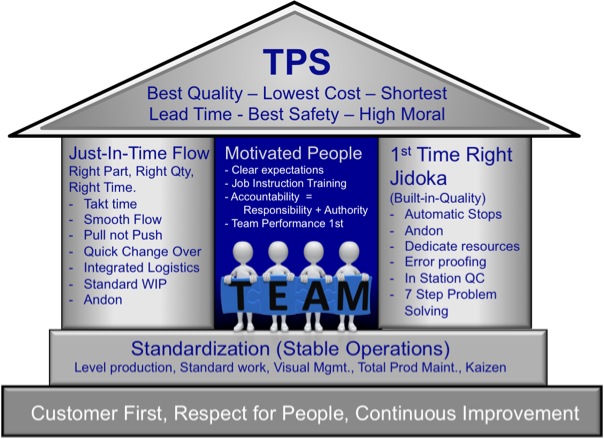
Fig. 6 – Short glossary of terms relevant to TPS
- Andon cord – A system to notify management, maintenance, and other workers of a quality or process problem. The centrepiece is a signboard incorporating signal lights to indicate which workstation has the problem (i.e. where the Andon cord has been pulled).
- Cycle Time – Cycle time covers the time from when the actual work begins on the request and ends when the item is ready for delivery. In comparison, Lead time covers the time from when the feature request is made and ends at delivery.
- Hoshin Kanri – The main guiding principle behind Hoshin Kanri is that “each person is the expert in his or her own job, and Japanese TQC [Total Quality Control] is designed to use the collective thinking power of all employees to make their organisation the best in its field.
- Jidoka – If an abnormal situation arises the machine stops and the worker will stop the production line.
- Poka Yoke – A device that helps to avoid (“yokeru”) incorrect parts from being made or assembled, or easily identifies a flaw or error (“poka”).
- Takt Time – Sets the pace for industrial manufacturing lines so that production cycle times can be matched to customer demand. For example, in automobile manufacturing, cars are assembled on a line, at a certain cycle time, ideally being moved on to the next station within the takt time so as to neither over or under produce. The cycle time to complete work on each station is often less than the takt time in order to ensure that the customer is never shorted of product.
Fig. 7 – A visual representation of “Hoshin Kanri” (taken from: http://www.hoshinkanripro.com/hoshin_kanri_explained.html)
Related links for further learning:
- http://www.good.is/posts/giving-ideas-not-money-a-new-type-of-corporate-philanthropy
- http://en.wikipedia.org/wiki/Andon_(manufacturing)
- http://www.leanblog.org/2013/06/nice-toyota-production-system-intro-video-from-the-uk/
- http://www.toyota-global.com/company/vision_philosophy/toyota_production_system/jidoka.html
- http://leandynamix.com/manufacturing.php
- http://en.wikipedia.org/wiki/Hoshin_Kanri
- http://www.isixsigma.com/dictionary/poka-yoke/
- http://en.wikipedia.org/wiki/Takt_time
- http://leanandkanban.wordpress.com/2009/04/18/lead-time-vs-cycle-time/

One response to “Seeing the Toyota way in action”
[…] on in the production process as possible so that you can minimise risk. In the production world, I witnessed lowest-value stage thinking first hand at the assembly line of a Toyota factory. Here, employees can pull the “Andon” cord to (temporarily) bring things to a halt as soon […]